گروه صنعتی پارسه سازه
ساخت ، نصب و اجرای سوله ، اسکلت فلزی و فنداسیونگروه صنعتی پارسه سازه
ساخت ، نصب و اجرای سوله ، اسکلت فلزی و فنداسیونجزئیات اجرایی اسکلت فلزی 3

جزئیات اجرایی اسکلت فلزی 3 ( اگر تمایل به مطالعه قسمت اول مقاله دارید اینجا کلیک کنید )
بررسی تأثیر پارامترهای مختلف بر ضریب رفتار سازه های متداول فولادی ( اسکلت فلزی ساختمان)
امروزه بخش عمده ای از طراحی لرزه ای در آیین نامه ها براساس روش استاتیک معادل وتعیین برش پایه طراحی از طیف خطی می باشد. برای تعیین برش پایه طراحی از ضرایب به نام ضریب اصلاح رفتار و یا ضریب رفتار استفاده می شود. این ضریب در واقع اعمال کننده فلسفه طراحی لرزه ای می باشد. با تغییرکوچکی در این ضریب برش پایه می تواند به مقدار زیادی تغییرکند. در آیین نامه های کنونی این ضریب بیشتر براساس قضاوت مهندسی تعیین شده است و لزوم تبین علمی این ضریب احساس می شود. در این پایان نامه، ابتدا روش تعیین ضریب رفتار سازه بررسی شده و سپس چندین قاب فولادی با تعداد دهانه و طبقات گوناگون با سیستم قاب خمشی، قاب مهاربندی شده هم محور، قاب دوگانه خمشی همراه با بادبند هم محور تحت یک تحلیل رانشی استاتیک قرارگرفته و ضریب رفتار آنها محاسبه شده است. نهایتاً، برای اصلاح توزیع شکل پذیری در طبقات قاب خمشی، دو قاب خمشی مورد برسی قرارگرفته است.
نتایج نشان می دهد که مقادیر ضریب رفتار سازه به پارامترهای بسیاری از جمله پریود سازه بستگی دارد. به طور کلی با افزایش پریود سازه مقدار ضریب رفتار آن کاهش پیدا می کند. در ضمن با انجام اصلاح در طراحی قاب خمشی توزیع شکل پذیری در طبقات قاب خمشی مناسب تر گردیده است. در این پایان نامه قابهای فولادی ابتدا براساس ضوابط آیین نامه طراحی لرزه ای جدید ایران طراحی شده سپس به وسیله یک تحلیل غیر خطی استاتیکی تحت اثر بارهای جانبی آیین نامه ای، شکل پذیری و ضرائب اضافه مقاومت آنها با توجه به محدود نمودن شکل پذیری محلی در المانهای سازه بدست آمده است. ار نتایج به دست آمده برای محاسبه ضریب رفتار قابها استفاده شده است. در این تحقیق اثر P-Δ در محاسبه ضرائب اضافه مقاومت و شکل پذیر قابها در نظر گرفته شده است. اثر P-Δ در قابهای خمشی باعث کاهش شکل پذیری قابها و همچنین ایجاد یک سختی منفی در آنها بعد ازجاری شدن قاب گردیده است. سختی در قابهای دارای مهاربندی بعد از جاری شدن مثبت می باشد. مقادیر ضریب رفتار محاسبه شده باری قابهای خمشی به طور کلی کمتر از مقادیر آیین نامه ای می باشد. قابهای مهاربندی شده هم محور که تعداد طبقات کمی داشته اند ضریب رفتار بزرگتر از آیین نامه و با افزایش تعداد طبقات مقدار آن کاهش پیدا کرده است. در قابهای مرکب مقدار ضریب رفتار به طور کلی از مقادیر آیین نامه ای بیشتر می باشد. در بررسی های انجام شده ملاحظه گردیده که در قابهای خمشی را به آیین نامه ای ستون قوی و تیر ضعیف، تضمین کننده به وجود نیامدن مفصل پلاستیک در ستونها نمی باشد. با اصلاح رابطه فوق به طوری که در ستونها مفصل پلاستیک به وجود نیاید، توزیع شکل پذیری در طبقات قاب خمش مناسب تر می گردد. تحلل استاتیک غیر خطی افزاینده می تواند نشان دهنده رفتار کل سازه و بیان کننده نحوه تشکلیل مکانیزم خطابی در سازه باشد. از طرف دیگر می توان با مقادیر اضافه مقاومت و شکل پذیری و شکل پذیری طبقه ای به دست آمده از نتایج حاصل از این تحلیل قضاوت مناسب در مورد رفتار سازه ها داشت. اسکلت فلزی ساختمان
جوش و جوشکاری
1. جوشکاری با قوس الکتریکی :
یکی از متداول ترین روشهای اتصال قطعات کار می باشد، ایجاد قوس الکتریکی عبارت از جریان مداوم الکترون بین دو الکترود و یا الکترود و یا الکترود و کار بوده که در نتیجه آن حرارت تولید می شود. باید توجه داشت که برای برقراری قوس الکتریک بین دو الکترود و یا کار و الکترود وجود هوا و یا یک گاز هادی ضروری است. بطوریکه در شرایط معمولی نمی توان در خلاء جوشکاری نمود.
در قوس الکتریکی گرما و انرژی نورانی در مکانهای مختلف یکسان نبوده بطوریکه تقریباً 43% از حرارت درآند و تقریباً 36% در کاتد و 21% بقیه بصورت قوس ظاهر می شود. دمای حاصله از قوس الکتریکی بنوع الکترودهای آن نیز وابسته است بطوریکه در قوس الکتریکی با الکترودهای ذغالی تا 3200 درجه سانتیگراد در کاتد و تا 3900 در آند حرارت وجود دارد. دمای حاصله در آندو کاتد برای الکترودهای فلزی حدوداً 2400 درجه سانتیگراد تا 2600 درجه تخمین زده شده است.
در این شرایط درجه حرارت در مرکز شعله بین 6000 تا 7000 درجه سانتیگراد می باشد از انرژی گرمائی حاصله در حالت فوق فقط 70% تا 60% در قوس الکتریک مشاهده گردیده که صرف ذوب کردن و عمل جوشکاری شده و بقیه آن یعنی 30% تا 40% بصورت تلفات گرمائی به محیط اطراف منتشر می گردد.
طول قوس شعله Arc length بین 8/0 تا 6/0 قطر الکترود می باشد و تقریباً 90% از قطرات مذاب جدا شده از الکترود به حوضچه مذاب وارد می گردد و 10% باطراف پراکنده می گردد. برای ایجاد قوس الکتریکی با ولتاژ کم بین 40 تا 50 ولت در جریان مستقیم و 60 تا 50 ولت در جریان متناوب احتیاج می باشد ولی در هر دو حالت شدت جریان باید بالا باشد نه ولتاژ.
انتخاب صحیح الکترود برای کار
انتخاب صحیح الکترود برای جوشکاری بستگی به نوع قطب و حالت درز جوش دارد مثلاً یک درز V شکل با زاویه کمتر از 40 درجه با ضخامت زیاد حداکثر با قطر اینچ که معادل 2 میلیمتر است برای ردیف اول گرده جوش استفاده می گردد تا کاملاً در عمق جوش نفوذ نماید. ولی چنانچه از الکترود با قطر بیشتر استفاده شود مقداری تفاله در ریشه جوش باقی خواهد ماند. که قدرت و استحکام جوش را تقلیل می دهد.
انتخاب صحیح الکترود( از نظر قطر)
بایستی توجه داشت که همیشه قطر الکترود از ضخامت فلز جوشکاری کمتر باشد هر چند که در بعضی از کارخانجات تولیدی عده ای از جوشکاران الکترود با ضخامت بیشتر از ضخامت فلز را به کار می برند. این عمل بدین جهت است که سرعت کار زیادتر باشد ولی انجام آن احتیاج به مهارت فوق العاده جوشکار دارد.
همچنین انتخاب صحیح قطر الکترود بستگی زیاد به نوع قطب ( + یا - ) و حالت درز جوش دارد مثلاً اگر یک درز V شکل با زاویه کمتر از 40 درجه باشد بایستی حداکثر از الکترود با قطر پنج شانزدهم اینچ برای ردیف اول گرده جوش استفاده کرد تا کاملاً بتوان عمق درز را جوش داد. چنانچه از الکترود با قطر زیادتر استفاده شود مقداری تفاله در جوش باقی خواهد ماند که قدرت و استحکام جوش را به طور قابل ملاحظه ای کاهش خواهد داد. در حین جوشکاری گاهی اوقات جرقه هائی به اطراف پخش می شود که دلایل آن چهار مورد زیر است:
ایجاد حوزه مغناطیسی و عدم کنترل قوس الکتریکی
ازدیاد فاصله الکترود نسبت به سطح کار
آمپر بیش از حد یا آمپر بالای غیر ضروری
عدم انتخاب قطب صحیح برای جوشکاری
اطلاعات پاکت الکترود
مطابق استاندارد پاکت ها و کارتنهای الکترود بایستی علامت ها و نوشته هائی داشته باشند که حتی المقدور مصرف کننده را در دسترسی به کیفیت مطلوب جوش راهنمائی و یاری نمایند.
در روی پاکت الکترود علاوه بر نام کارخانه سازنده , نوع جنس نیز درج می شود که برای مصرف صحیح حائز اهمیت است.
هر پاکت الکترود بایستی علاوه بر اسم تجارتی الکترود, طبقه بندی آن الکترود را حداقل طبق یکی از استانداردهای مهم بیان نماید. برای آگاهی از طول زمان ماندگی الکترود در کارخانه, بازار یا انبار و غیره . شماره ساخت یا تاریخ تولید روی پاکت نوشته یا مهر زده می شود.
قطر سیم مغزی الکترود مصرف کننده را در کاربرد صحیح آن با توجه به ضخامت فلز, زاویه سیار , ترتیب پاس و غیره راهنمایی می کند.
نوع جریان برق از اینکه جریان دائم یا جریان متناوب لازم است( با موتور ژنراتور یا ترانسفورماتور می توان جوش داد) یا هر دو و در جریان دائم نوع اتصال قطبی بایستی یا به عبارت یا علامت روی پاکت درج شود.
حالت یا حالاتی از جوشکاری که این الکترود در آن حالت یا حالات مناسب است روی پاکت بیان می شود.
درج حدود شدت جریان برق ( بر حسب آمپر ) جهت انتخاب اولیه ( تنظیم دقیق شدت جریان ضمن جوشکاری با توجه به عوامل مختلف انجام می شود) ضروری است. وزن الکترودها یا تعداد الکترود داخل هر بسته روی پاکت یا بر چسب آن درج می شود. نوشتن مواردی که در بالا به آن اشاره شد, روی پاکت مطابق بیشتر استانداردها اجباری است.
همچنین خواص مکانیکی و شیمیائی , وضعیت ذوب و کیفیت قوی, نحوه نگهداری و انبار کردن, درجه حرارت خشک کردن, مواد استعمال بخصوص و پاره ای توصیه های دیگر در روی پاکت برای آگاهی مصرف کننده چاپ شده و یا مهر زده می شود.
انواع الکترودها
الکترودهائی که در جوش اتصال فولاد به کار برده می شوند مفتولهای مغزی با آلیاژ یا بدون آلیاژ دارند که جریان جوش را هدایت می کند. شعله برق بین قطعه کار و سرآزاد الکترود می سوزد و الکترود به عنوان یک ماده اضافی ذوب می شود.
الکترودهای نرم شده دارای علائم اختصاری بوده ( دین 1913 ) که روی بسته بندی آنها نوشته شده است. علائم اختصاری تمام نکات مهمی که در به کار بردن آن الکترود باید مراعات شوند نشان می دهند.
مشخصات الکترودها
در جوشکاری مشخصات الکترودها با یک سری اعداد مشخص می گردند. اعداد مشخصه به ترتیب زیر می باشد:
E 60 10
= جریان برق
60 = کشش گرده جوش بر حسب پاوند بر اینچ مربع
1 = حالات مختلف جوشکار ی
0 = نوع جریان می باشد.
علامت اول
در علائم الکترود بالا E مشخص می نماید که این الکترود برای جوشکاری برق بوده با استقاده می شود. ( بعضی از الکترودهای پوشش دار هستند که در جوشکاری با اکسی استیلن از آنها استفاده می شوند مانند FC18 .)
در علامت دوم
عدد 6 و 0 یعنی مشخصه فشار کشش گرده جوش بر حسب پاوند بر اینچ مربع بوده بایستی آن را در 1000 ضرب نمود یعنی فشار کشش گرده جوش این نوع الکترود 60000 پاوند بر اینچ مربع است.
Kg/mm2
علامت سوم
حالات جوش را مشخص می کند که همیشه این علامت 1 یا 2 یا 3 می باشد. الکترودهائی که علامت سوم آنها 1 باشد در تمام حالات جوشکاری می توان از آنها استفاده کرد. و الکترودهائی که علامت سوم آنها عدد 2 می باشد در حالت سطحی و افقی مورد استفاده قرار می گیرند. الکترودهائی که علامت سوم آنها 3باشد تنها در حالت افقی مورد استفاده قرار می گیرند.
علامت چهارم
خصوصیات ظاهری گرده جوش و نوع جریان را مشخص می نماید که این علائم از 0 شروع و به 6 ختم می گردند.
چنانچه علامت چهارم یا آخر صفر باشد موارد استعمال این الکترودها تنها با جریان مستقیم یا DC و با قطب معکوس می باشد. نفوذ این جوشکاری زیاد و شکل مهره های جوش آن تخت و درجه سختی گرده جوش تقریباً زیاد می باشد.
چنانچه علامت چهارم یک باشد موارد استعمال این الکترود با DC , AC می باشد. شکل ظاهری جوش این الکترود صاف و در شکافها و درزها کمی مقعر و درجه سختی جوش کمی زیادتر از گرده اول است.( AC = جریان متناوب و DC = جریان مستقیم می باشد.)
اگر علامت چهارم 2 باشد موارد استعمال الکترود با AC , DC می باشد.نفوذ جوش متوسط و درجه سختی جوش کمی کمتر از دو گروه قبل می باشد نمای ظاهری آن محدب است.
اگر علامت چهارم 3 باشد این الکترود را می توان با جریان AC متناوب یا جریان مستقیم به کار برد. درجه سختی گرده جوش این الکترود کمتر از دو گرده اول و دوم و کمی بیشتر از گرده سوم می باشد و نیز در دارای قوس الکتریک خیلی آرام و نفوذ کم و شکل مهره های آن در درزهای شکل محدب می باشد.
اگر علامت چهارم 4 باشد این الکترود را می توان با جریان DC , AC به کار برد.
موارد استعمال این الکترود برای شکافهای عمیق یا در جائی که چندین گرده جوش به روی هم لازم است می باشد.
چنانچه علامت آخر 5 باشد مشخصه این علامت این است که فقط جریان DC مورد استفاده قرار می گیرد و موارد استعمال آن در شکافهای باز و عمیق است. درجه سختی گرده جوش این الکترود کم و دارای قوس الکتریکی آرامی است و پوشش شیمیایی آن از گروه پوشش الکترودهای بازی است.
چنانچه علامت آخر 6 باشد. خواص و مشخصه آن مطابق گروه 6 است با این تفاوت که با جریان Ac مورد استفاده قرار می گیرد.
الکترودهای پر مصرف
انواع الکترود برای جوشکاری در تمام حالات مخصوصاً سربالا
استاندارد آما 1/421 م ج
رنگ شناسائی : انتها – سورمه ای سیر
الکترود روتیلی روپوش متوسط برای فولادهای ساده در تمام حالات مخصوصاً جوش سربالا و بالاسر و حالات اجباری، دارای اکسید آهن.
دارای گواهی از لویدز ژرمن
جوش دادن با این الکترود بسیار آسان است و سرباره آن بخوبی پاک می شود – قوس آرام دارد – گرده جوش تمیز است و حالات مختلف را با شدت جریان ثابت بخوبی جوش می دهد.
2.جوشکاری به روش نقطه جوش
صنایع مدرن و پیشرفته امروزه رقابت شدید در تولیدات صنعتی و نظامی سبب پیشرفت سریع جوشکاری گردید اصولی که از جوشکاری مورد انتظار است:
1. جوش سریع و تمیز باشد
2. مخارج تهیه مواد جوشکاری کم باشد
3. مخارج تهیه ماشین آلات حداقل باشد
4. به کاربرد همه جانبه واستفاده صحیح در همه جا از دستگاه جوشکاری ممکن باشد.
از دستگاههای سنگین جوشکاری یا دستگاههای زمینی برای جوشکاری ورقهای نازک و غیره نمی توان استفاده کرد.
نقطه جوشها به علت طرز کار صحیح و سریع با استفاده از فک های جوشکاری و مقاومت الکتریکی کاربرد زیادی در صنایع دارند و با اتصال دو قطب به ترانسفورماتور مبدل و فکهای آنها در اثر عبور جریان از نقطه تماس فکها و خاصیت مقاومت جریان به سرعت حوزه مشخصی گرم شده و چون این گرم شدن تا حد ذوب در نقطه مشخص و محدود است به علت سادگی و تمیزی از آنها استفاده می گردد. جریان آب در داخل فکها سبب جلوگیری از ذوب شدن آنها شده و این دستگاهها به اندازه های مختلف ساخته می شوند و علت اصلی ابداع نقطه جوش برای جوشکاری صفحات نازک می باشند که با دستگاههای دیگر جوشکاری به سختی ممکن می باشد.
قطعات مختلف نقطه جوش نوع شلاتر
کارخانجات شلاتر دارای انواع دستگاههای نقطه جوش یا جوش دادن نقطه بوده و از ریزترین قطعات تا بزرگترین قطعات را از لحاظ دستگاه جوشکاری با آمپراژ و قدرت مشخص تامین می نماید.
جوشکاری انواع دیگری نیز دارد که برای فلزات دیگر مورد استفاده می باشد ولی از آنجا که در عمران و ساخت و ساز کمتر از آنها استفاده می شود مانند :
جوشکاری فلزات رنگین
جوشکاری فلزات رنگین با گاز استیلن یا کاربیت ( یا فلزات غیر آهنی)
وشکاری فولاد زنگ نزن با گاز
جوشکاری مونل واینکونل
جوشکاری آلومینیوم با گاز
جوشکاری آلیاژهای آلومینیوم
جوشکاری آلیاژهای فولاد با برق ...
برای مصارف در صنعت فولاد را با مواردی از قبیل منگنز- نیکل – تنگستن و کرم ترکیب می کنند. این آلیاژهای فولاد را با قوس الکتریکی می توان به هم جوش داد ولی جوش کاری آنها به مراتب سخت تر از آهن است. زیرا در بعضی موارد و اوقات آلیاژ اصلی فولاد در نتیجه حرارت زیاد تجزیه می شود یا باعث سخت شدن قسمت گرم شده گشته و در سطح جوشکاری شده ترکهائی ایجاد می شود. ضمناً شلاکه(گل جوش) و گاز حاصل از سوختن پوسته الکترود در گرده جوشکاری باقی می ماند و باعث کم شدن استحکام جوش می شود.
انتخاب الکترود برای جوشکاری آلومینیوم با برق
الکترودهائی که برای جوشکاری آلومینیوم استفاده می شود دارای پوشش ضخیم بوده و جنس آن حدود 95% آلومینیوم و 5% سیلیسیوم می باشد . قطر الکترود را مناسب با ضخامت قطعه کار باید انتخاب کرد. چون پوشش الکترود رطوبت را جذب می کند باید آن را حتماً درمحل خشک نگهداری کرد. الکترودهای مرطوب را می توان در درجه حرارت 200 درجه سانتی گراد خشک کرد. زاویه الکترود نسبت به قطعه کار در جوش آلومینیوم حدود 45 درجه می باشد. برای ایجاد قوس الکترود و کار، نوک الکترود و کار را باید با برس سیمی یا کاغذ سمباده تمیز کرد.
طریقه جوشکاری آلومینیوم با برق
برای جوشکاری آلومینیوم باید طول قوس را حتی المقدور کوتاه نگه داشت . برای اینکه جوشکاری خوب انجام شود قطعات ضخیمتر از 5 میلیمتر را حدود 200 درجه و برای ضخامت های تا 20 میلیمتر را حدود 400 درجه سانتی گراد گرم می کنند. در موقع تعویض الکترود و ادامه جوشکاری بایستی حدود 3 سانتیمتر از تفاله هائی را که روی جوش بسته شده پاک کرد.
در جوش آلومینیوم با جریان برق از قطب معکوس استفاده می شود . قطعات آلومینیوم ریخته شده را باید قبل از جوشکاری تا حدود 260 درجه سانتی گراد گرم کرد. بعد از خاتمه جوشکاری باید تفاله جوش را از روی گرده جوش پاک کرد و آن را با آب نیمه گرم شست.
ورق های آلومینیوم که ضخامت آنها از 2 میلیمتر کمتر است با جوش اکسیژن یا استیلن بهتر می توان جوش داد باید توجه داشت که از گرد مخصوص جوشکاری آلومینیوم باید در جوش گازحتماً استفاده نمود و زیر کار را نیز محکم نموده تا از ریختن جلوگیری شود و نیز سرعت عمل در ایجاد حوزه مذاب سریع مورد نظر می باشد و نیز از شعله قدری احیاء کننده استفاده گردد زیرا به سرد نمودن کار کمک می نماید. بهتر است از آجرهای نسوز یا مواد شبیه آن استفاده گردد.
الکترود مخصوص آلومینیوم خالص در دستگاهها
در ایران معروف به نام آما 1075
جوشکاری انواع فولاد با برق
جوشکاری آلیاژهای فولاد ( با برق)
برای مصارف در صنعت فولاد را با مواردی از قبیل منگنز- نیکل – تنگستن و کرم ترکیب می کنند. این آلیاژهای فولاد را با قوس الکتریکی می توان به هم جوش داد ولی جوش کاری آنها به مراتب سخت تر از آهن است. زیرا در بعضی موارد و اوقات آلیاژ اصلی فولاد در نتیجه حرارت زیاد تجزیه می شود یا باعث سخت شدن قسمت گرم شده گشته و در سطح جوشکاری شده ترکهائی ایجاد می شود. ضمناً شلاکه (گل جوش) و گاز حاصل از سوختن پوسته الکترود در گرده جوشکاری باقی می ماند و باعث کم شدن استحکام جوش می شود.
جوشکاری آلیاژهای فولاد با کربن کم و زیاد و متوسط ( با برق)
فولادهای با آلیاژ کربن کم و متوسط را می توان بدون اشکال جوش داد ولی جوشکاری فولادهای با کربن زیاد مشکلتر است و برای جلوگیری از ترک هائی ریز گرده جوش باید الکترودهای مخصوص به کار برد.
نکات قابل توجه در جوشکاری آلیاژهای فولاد :
1. لبه قطعات کار را قبل از جوشکاری نسبت به ضخامت آنها آماده کنید و فاصله درز جوش کمتر از درز جوش آهن باشد.
2. قبل از شروع جوشکاری قطعات حدود 200 تا 300 درجه سانتیگراد گرم کنید.
3. الکترود را مناسب با جنس کار با پوشش مناسب و مخصوص و متناسب با قطر کار انتخاب کنید.
4. شدت جریان دستگاه جوش را حتی المقدور کمتر انتخاب کنید.
5. در پاس اول جوشکاری برای اینکه جوش نفوذ بیشتری داشته باشد و به اندازه کافی گرده جوش پهن باشد با سرعت آهسته تری دست را حرکت دهید.
6. سعی کنید که گرده جوش به شکل محدب قرار گیرد و از گرده های جوش مقعر که باعث ترک بیشتری میشود خودداری کنید.
جوشکاری روی سطوح گالوانیزه و یا رنگ دار
پاین سطوح را باید به وسیله مشعل یا برش کاری قبل از کار نمودن سوزاند و چون رنگ و مواد گالوانیزه بخارهای مضر سلامتی صادر خواهند کرد باید توجه نمود که از ماسک تنفسی مناسب استفاده نمود و ضمناً سطح سوزانده شده برای عملکرد بعدی با برس تمیز شده و پاک شود.
جوشکاری فولاد منگنزی ( با برق)
مقدار منگنز فولاد بین 2 تا 14 درصد تغییر می کند و بر دو نوع است. فولاد با منگنز کم ( حدود 2 درصد) و فولاد با منگنز زیاد ( حدود 12 تا 14 درصد)
این آلیاژ بیشتر برای مقاومت در برابر سایش در وسایلی مانند وسائل سنگ خوردکنی و بیلهای خاک برداری به کار می رود.
نکات قابل توجه در جوشکاری این آلیاژ :
1. لبه های کار را پخ بزنید و سطح جوشکاری کاملاً تمیز کنید.
2. برا ی جلوگیری از ترک زیاد حتی المقدور شدت جریان را کمتر انتخاب کنید زیرا فولاد منگنزی در اثر حرارت زیاد ترک خواهد خورد.
3. الکترود از نوع فولاد منگنزدار که دارای حدود 2/1 درصد کربن و 11 تا 14 درصد منگنز و درصدی کمی از مواد دیگر می باشند والکترود را از نوع آلیاژ آنها و یا نیکل و منگنز انتخاب کنید.
4. جوشکاری را به طول 5 سانتیمتر انجام دهید و بعد از اتمام 5 سانتیمتر جوش فرصت دهید که کاملاً خشک شود و سپس گرده بعدی را شروع کنید. برای خنک کردن از هوای تحت فشار یا از پارچه مرطوب استفاده کنید. حرارت قطعه کار باید طوری باشد که بتوان در محلی که حدود 15 سانتیمتر گرده جوش باشد دست زد.
جوشکاری فولادهای زنگ نزن با برق
فولاد زنگ نزن فولادی است که 18 درصد کروم و 8 درصد نیکل دارد. ورق های کمتر از 2/1 میلیمتر را به سختی می توان با جوش برق جوشکاری کرد زیرا احتمال سوراخ شدن آنها زیاد است. در موقع جوشکاری باید از گیره و بستهای مناسب برای جلوگیری از تاب خوردگی کار استفاده کرد.
اشکال جوشکاری فولاد زنگ نزن در آن است که احتمال دارد فلز در اثر حرارت تجزیه شده و خاصیت یکنواخت خود را از دست داده و محل جوش بعداً زنگ بزند.
سقف کُرمیت
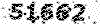
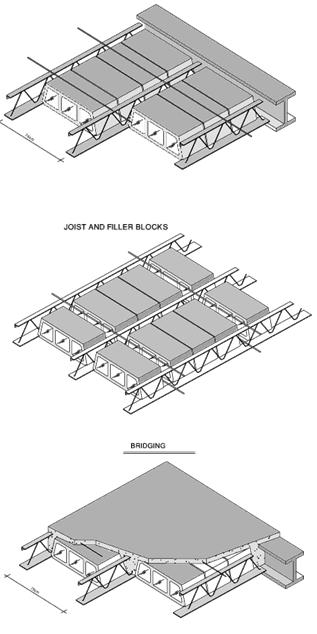
در سیستم سقف کُرمیت از تیرچه های فولادی با جان باز در ترکیب با بتن استفاده می شود. در ساخت تیرچه های مذکور از یک تسمه، در بال تحتانی و نیز یک میلگرد خم شده در جان استفاده می شود. برای پرکردن فضای خالی بین تیرچه ها از قالب های ثابت مانند بلوک های سیمانی، پلی استایرن، طاق ضربی ، قالب های موقت فولادی (کامپوزیت ) و یا هر پرکننده سبک استفاده می شود. فواصل تیرچه ها بسته به نوع قالب از 73 تا 100 سانتی متر متغیراست ، روی سقف نیز با 4 الی 10 سانتی متر بتن پوشانده می شود.
تیرچه ها از نوع خود ایستا بوده و به همین علت هیچ نوع شمع بندی در زیر سقف مورد نیاز نمی باشدو تیرچه ها به نحوی طراحی می شوند که بتوانند وزن بتن خیس، قالب ها و عوامل اجرایی سقف را به تنهایی تحمل کنند.
پس ازاین که بتن به 75% مقاومت مشخصه خود می رسد ، تیرچه های فولادی با بتن به صورت یک مقطع مختلط وارد عمل شده و بارهای مرده و زنده سقف را تحمل می کنند.
سقف تیرچه و بلوک کُرمیت
با متداول شدن سقف های تیرچه و بلوک سنتی برخی از مشکلات سیستم طاق ضربی مرتفع شد. اما این سقف ها مشکلات دیگری را به همراه خود پدید آوردند که عمده ترین آنها ضرورت استفاده از شمع بندی در زیر سقف است.
شمع بندی علاوه بر دست و پاگیر بودن هزینه زیادی را نیز بر ساختمان تحمیل می کند. در سال 1363 با استفاده از بلوک کُرمیت به جای طاق ضربی که قبلا" در این سیستم بعنوان قالب ثابت بکار می رفت عملا" سقف تیرچه وبلوک کُرمیت وارد بازارشد.
این سقف به علت خود ایستا بودن تیرچه ها نیازی به شمع بندی ندارند و به همین علت از سرعت اجرای بسیار بالایی برخوردار می باشد. اجرای این سقف بر روی اسکلت های فولادی بتنی و دیوارهای باربر امکان پذیر می باشد.
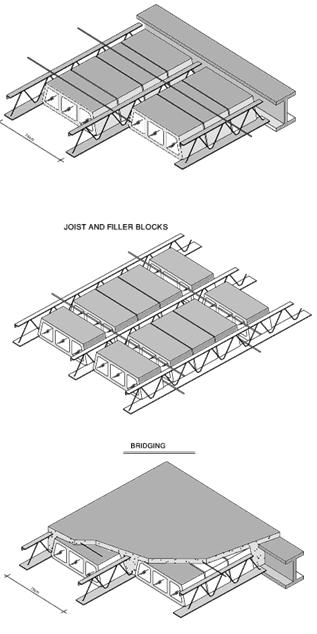
.سقف پلیمری کُرمیت
استفاده از بلوک های پلی استایرن نسوز در سقف باعث کاهش مصرف تیرچه تا حدود 20% و کاهش فولاد مصرفی سازه تا حدود 7% می شود.
سهولت اجرای این نوع سقف، باعث افزایش سرعت اجرا و درنیتجه کاهش هزینه های اجرایی می گردد. در عین حال در هزینه های حمل و نقل نیز صرفه جویی قابل ملاحظه ای صورت می گیرد. شیارهای مناسب ایجاد شده در زیر این بلوک ها باعث پیوستگی گچ و خاک در زیر سقف می گردد.
سقف کامپوزیت کُرمیت
سیستمهای معمول کامپوزیت در امریکا عینا" با تیرچه های با جان باز انجام می شود و معمولا" همراه با گذاشتن یک ورق فولادی موجودار به عنوان عرشه و آرماتور بندی روی آن بتن ریخته می شود . در این سیستم قالب ماندگار است و قطعات جان نیز با بتن احاطه نمی شود. در طراحی سیستم قالب کامپوزیت کُرمیت، نظر بر آن بوده که علاوه بر سرعت و تطبیق با آیین نامه ها ، هر چه ممکن اقتصادی تر باشد. از این رو اولا" قالب باید قابل استفاده مداوم باشد، ثانیا" جان تیرچه با بتن پر شود که بتوان قطعات جان را اقتصادی تر طراحی نمود و از لرزش سقف نیز کاسته شود. سیستمهای کامپوزیت رایج در ایران که با تیرآهن ساده یا لانه زنبوری با تیر ورق استفاده می شوند، دارای جان باز نیستند.
در وهله اول قالب های سقف کرمیت سه قطعه بوده و برای باز کردن ، قطعات آن باید از یکدیگر جدا می شد ، با تحقیق بخش R&D این شرکت این قالب با بهینه سازی و استفاده از خاصیت تغییر شکل ارتجاعی فولاد به قالبی یکچارچه تبدیل شد.
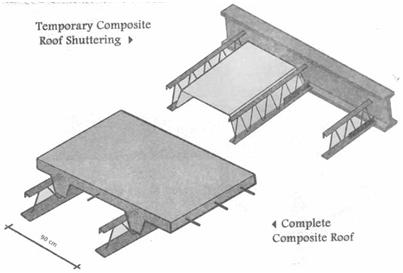
این قالب در بین تیرچه ها قرار گرفته و بعد از گیرش اولیه بتن قالب از زیر سقف در آورده می شود . این قالب محاسن بسیار زیادی دارد و با سرعت چیده و جمع آوری می گردد و با دقت مختصری , بارها قابل استفاده است. این قالب هم اکنون در پروژه های مختلف این شرکت مورد استفاده است.
آخرین بررسی ها و دستاوردها نشان داد که بهتر است جهت تطبیق سیستم با سیستم تیرچه بلوک و استفاده از آرماتور حرارتی یک جهته و حذف آرماتور خمشی در دال فوقانی و در نتیجه صرفه جویی اقتصادی، فاصله لب با لب تیرچه ها حداکثر 75 سانتی متر باشد. مزیت این قالب در آن است که با رعایت دیگر شرایط آیین نامه می توان آرماتور دو جهته را حذف و فقط آرماتور عمود بر تیرچه را منظور نمود.
سقف کاذب
سقف های کاذب اولیه به صورت قطعات پلاستیکی در سالهای 1365 به بعد در اولین سقف های کامپوزیت کُرمیت به کار رفت. اما گران بودن مصالح ، نچسبیدن به گچ و خاک و خزش (Creep) باعث گردید که استفاده از آن مقید گردد. از سوی دیگر انواع تولیدات ورق گالوانیزه به صورت رابیتس در شکلها و فرمهای مختلف و تولید مواد اولیه آن (ورق گالوانیزه) در ایران ، ما را به سمت استفاده از این محصول سوق داد.
سقف ضربی کُرمیت
به علت اجبار در استفاده ار مصالح فشاری از زمان های قدیم استفاده از طاق قوسی متداول بوده و به همین جهت استفاده از سیستم طاق ضربی نیز به عنوان نوعی طاق قوسی رواج داشته است. وجود اشکالات عمده در عملکرد سقف های ضربی با تیرآهن مانند عدم ایجاد یک دیافراگم مناسب بین ستون ها و مصرف زیاد فولاد در مقایسه با مقدار باربری ، باعث شد تا در سال 1356 با ارائه طرحی بهینه « سقف ضربی کُرمیت » نسبت به اصلاح این سیستم اقدام گردد.
در سیستم طاق ضربی کُرمیت وجود بتن روی سقف می تواند یک دیافراگم مناسب بین ستون ها ایجاد کند و همچنین به علت بازبودن جان تیرچه ها مقدار زیادی در مصرف فولاد صرفه جویی می شود.
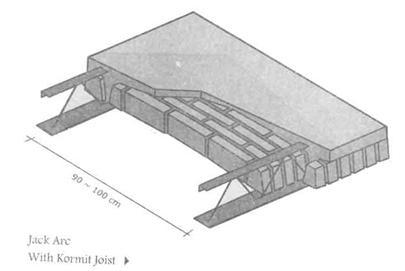
اگر چه از این سیستم در انبوه سازی استفاده نمی شود ، اما برای پروژه های کوچک و یا دور افتاده ، هنوز هم کاربرد دارد.
مزایای سقف کرمیت
کاهش هزینه امکان حذف کش ها سرعت و سهولت اجرا عدم نیاز به شمع بندی پایین بودن تنش در بتن سهولت اجرا داکت (بازش) حذف رد فولاد در زیرسقف امکان اجرای همزمان چند سقف مقاومت نهایی و شکل پذیری بالا یکنواختی زیر سقف (مصرف گچ و خاک کمتر) امکان نظارت بر اجرای سقف در طول عملیات اجرایی کاهش مصرف بتن و وزن کمتر سقف )حدود 20%) یکپارچگی سقف و اسکلت (مقاومت در طول اجرای سقف) امکان طراحی و اجرای سقف با دهانه ها و باربری های خاص عدم نیاز به شمع بندی طراحی سقف کرمیت با این فرض انجام می شود که تیرچه ها به تنهایی (قبل از گرفتن بتن) توانایی تحمل وزن خود، بلوک، بتن خیس و عوامل اجرایی را داشته باشند. بنابراین سقف کرمیت نیازی به شمع بندی در هیچ یک از مراحل عملیات اجرایی ندارد. سرعت و سهولت اجرا در این سیستم، اجرای سقف نسبت به سیستم های مشابه آسانتر بوده و با سرعت بیشتری انجام می شود.
48 ساعت پس از بتن ریزی، روی سقف قابل رفت و آمد و بارگذاری سبک بوده و می توان عملیات ساختمانی را ادامه داد که این مزیت موجب سرعت در روند عملیات ساخت می گردد. امکان اجرای همزمان چند سقف با توجه به این که در سیستم سقف کرمیت هیچ گونه شمع بندی وجود ندارد. عملا" می توان چند سقف را برای بتن ریزی آماده کرد و هم زمان عملیات بتن ریزی را بر روی سقف ها انجام داد. این کار برای ساختمان های با طبقات زیاد و یا زیربنای کم بسیار مقرون به صرفه و مناسب است. یکپارچگی سقف و اسکلت به علت جوش شدن تیرچه ها به اسکلت، پس از گرفتن بتن، سقف و اسکلت یکپارچه شده و می تواند مانند یک دیافراگم صلب عمل کند.
در اسکلت های بتنی نیز با در نظر گرفتن قلاب های مخصوصی، امکان یکپارچگی بیشتری ایجاد می شود. امکان حذف کش ها با توجه به یکپارچگی سقف و اسکلت، می توان کش ها (اعضای غیرباربر) را حذف کرد .
حذف کش ها علاوه بر صرفه جویی در مصرف فولاد باعث یکنواختی بیشتر زیر سقف شده و عملیات نازک کاری را به حداقل می رساند.
پایین بودن تنش در بتن به علت خود ایستا بودن تیرچه ها(تیرچه قبل از گرفتن بتن می تواند وزن بلوک، بتن خیس و عوامل اجرایی را به تنهایی تحمل کند) تنش ایجاد شده در بتن بسیار پایین است . آزمایش بارگذاری روی سقف های کرمیت که مقاومت نهایی بتن آنها کمتر از مقدار مورد نظر بوده نشان داده که بتن با مقاومت پایین به ظرفیت باربری سقف لطمه ای وارد نمی سازد.
امکان طراحی و اجرای سقف با دهانه ها و باربری های خاص در سیستم سقف کرمیت امکان طراحی و اجرای سقف با دهانه های بلند و بارهای سنگین وجود دارد.
تاکنون سقف با دهانه 5/12 متر و همچنین سقف با شدت بار 7 تن بر متر مربع اجرا شده که در هر مورد آزمایش های بارگذاری ، ایمنی سقف را تایید کرده اند.
حذف رد فولاد زیر سقف اثر داغ آهن در سقف های ضربی به صورت خط تیره ای روی گچ مشاهده می شود ولی در سقف کرمیت به علت پایین تر بودن سطح بلوکها از تیرچه ها، پوشش گچ و خاک در زیر تیرچه ها نسبت به بقیه نقاط سقف بیشتر است و همین امر سبب کاهش جذب ذرات معلق می شود.
بنابراین سایه فولاد بال تحتانی تیرچه ها مشاهده نمی گردد.
سهولت اجرای داکت (بازشو) به علت فاصله زیاد تیرچه ها (73 تا 100 سانتی متر محور به محور ) ایجاد داکت درسقف جهت عبور لوله های تاسیساتی نصب دودکش موتورخانه و شومینه نصب توالت ایرانی و یا عبور کانال کولر به راحتی امکان پذیر است و نیاز به قطع کردن تیرچه ها نمی باشد.
نظارت بر اجرای سقف در طول اجرا اکیپ های خاصی جهت نظارت بر سقف ها آموزش دیده اند تا در صورت تمایل مشتری در طی اجرای سقف ها نظارت مستمر بر نحوه عملکرد مجریان صورت پذیرد و از سلامت اجرای سقف چه از نظر فنی و چه از نظر زیبایی اطمینان کامل حاصل گردد.
کاهش مصرف بتن و وزن کمتر سقف به علت فاصله زیاد تیرچه ها (حدود 75 سانتی متر محور به محور ) از مصرف بتن در حدود 20% نسبت به تیرچه و بلوک معمولی کاسته شده و نهایتا" وزن سبک تر می گردد.
استفاده از بلوک های پوکه ای و بلوک های پلی استایرن کرمیت یا سیستم کامپوزیت نیزدر کاهش وزن موثر است.
مقاومت نهایی و شکل پذیری بالا محاسبات و آزمایش های بارگذاری روی سقف نشان می دهد که گسیختگی این سیستم پس از تغییر شکل های بسیار زیاد اتفاق می افتد.
« گسیختگی نرم» و این رفتار سقف از نظر ایمنی مطلوب است .
مزایای سقف کامپوزیت کرمیت کاهش وزن سقف کاهش مصرف تیرچه کاهش هزینه های تمام شده عدم نیاز به محل دپوی مصالح سهولت اجرای داکت و عبور تاسیسات سهولت اجرای سقف با دهانه های بلند نداشتن لرزش نسبت به سیستم کامپوزیت معمولی کاهش وزن سقف از آن جا که در این سیستم بلوک حذف می شود، وزن بلوک از وزن سقف کاذب کاسته می شود، این کاهش وزن حدود 10% کاهش مصرف تیرچه ، 7% کاهش وزن در اسکلت و فونداسیون ساختمان نیز خواهد داشت. کاهش مصرف تیرچه از آن جا که آکس به آکس تیرچه ها در سقف کامپوزیت حداقل 85 سانتیمتر می باشد، این امر باعث کاهش مصرف تیرچه و در نتیجه کاهش هزینه ها می شود.
سهولت اجرای داکت و عبور تأسیسات خالی بودن فضای خالی بین تیرچه ها امکان عبور تمام کانالها، داکتها، لوله های برق و دیگر تأسیسات را به راحتی فراهم می نماید.
نداشتن لرزش نسبت به سیستم کامپوزیت معمولی با توجه به آنکه تیرچه های فلزی کرمیت دارای جان باز هستند و در هنگام اجرا جان تیرچه کاملا" از بتن انباشته می شود، سقفهای کرمیت دارای لرزش نیستند.
سهولت اجرای سقف با دهانه های بلند سنگین بودن وزن بلوک و در نتیجه وزن زیاد سقف باعث خزش بتن و ایجاد خطر در هنگام زلزله می گردد که همواره یکی از مسائل خطر آفرین انواع سیستمهای تیرچه بلوک با دهانه بلند می باشد.
در سقف کامپوزیت کرمیت با توجه به سبکی وزن سقف و کاهش بار وارده به تیرچه ها ، اجرای دهانه های بلند با اطمینان خاطر بیشتری انجام گرفته و تنش بتن مانند تمام سیستمهای سقفهای کرمیت بسیار پایین باقی خواهد ماند و بتن را دچار خزش ننموده و ضریب مقاومت سقف بالا می باشد.
کاهش هزینه های تمام شده کاهش وزن تیر چه مصرفی ، کاهش هزینه های بلوک ، کاهش هزینه های حمل و نقل ، کاهش وزن اسکلت و فونداسیون ، نداشتن پرت ، سرعت اجرای بالا ، نصب سقف کاذب با کمتر از نصف هزینه سقفهای کاذب موجود در بازار ، در مجموع باعث کاهش هزینه ساختمان میگردد.
به طور مثال چون هر قالب فلزی برای حداقل سی بار استفاده ، طراحی و ساخته میشوند میتوان با تعداد محدودی از این قالبها مساحت زیادی سقف اجرا نمود. معمولا" این موضوع در زمان اجرا با خرید یا کرایه تعداد مشخصی قالب انجام میشود که فقط شامل دو بار کرایه حمل ( رفت و برگشت قالب به کارگاه) انجام می گردد و از هزینه بالای حمل بلوک یا یونولیت و پرت زمان حمل جلوگیری میشود.
ضمنا" بهای بلوک و حمل آن که در ابتدای پروژه باید هزینه گردد، صرفه جویی می شود . در صورت نیاز بخشی از این هزینه نه تمامی آن به صورت سقف کاذب ، آن هم در انتهای پروژه هزینه خواهد شد. سقف کُرمیت در سیستم سقف کُرمیت از تیرچه های فولادی با جان باز در ترکیب با بتن استفاده می شود. در ساخت تیرچه های مذکور از یک تسمه، در بال تحتانی و نیز یک میلگرد خم شده در جان استفاده می شود.
برای پرکردن فضای خالی بین تیرچه ها از قالب های ثابت مانند بلوک های سیمانی، پلی استایرن، طاق ضربی ، قالب های موقت فولادی (کامپوزیت ) و یا هر پرکننده سبک استفاده می شود. فواصل تیرچه ها بسته به نوع قالب از 73 سانتی تا 100 سانتی متر متغیراست ، روی سقف نیز با 4 الی 10 سانتی متر بتن پوشانده می شود. تیرچه ها از نوع خود ایستا بوده و به همین علت هیچ نوع شمع بندی در زیر سقف مورد نیاز نمی باشدو تیرچه ها به نحوی طراحی می شوند که بتوانند وزن بتن خیس، قالب ها و عوامل اجرایی سقف را به تنهایی تحمل کنند. پس ازاین که بتن به 75% مقاومت مشخصه خود می رسد ، تیرچه های فولادی با بتن به صورت یک مقطع مختلط وارد عمل شده و بارهای مرده و زنده سقف را تحمل می کنند.
سقف تیرچه و بلوک کُرمیت با متداول شدن سقف های تیرچه و بلوک سنتی برخی از مشکلات سیستم طاق ضربی مرتفع شد. اما این سقف ها مشکلات دیگری را به همراه خود پدید آوردند که عمده ترین آنها ضرورت استفاده از شمع بندی در زیر سقف است. شمع بندی علاوه بر دست و پاگیر بودن هزینه زیادی را نیز بر ساختمان تحمیل می کند. در سال 1363 با استفاده از بلوک کُرمیت به جای طاق ضربی که قبلا" در این سیستم بعنوان قالب ثابت بکار می رفت عملا" سقف تیرچه وبلوک کُرمیت وارد بازارشد.
این سقف به علت خود ایستا بودن تیرچه ها نیازی به شمع بندی ندارند و به همین علت از سرعت اجرای بسیار بالایی برخوردار می باشد. اجرای این سقف بر روی اسکلت های فولادی بتنی و دیوارهای باربر امکان پذیر می باشد. استفاده از بلوک های پلی استایرن نسوز در سقف باعث کاهش مصرف تیرچه تا حدود 20% و کاهش فولاد مصرفی سازه تا حدود 7% می شود.
سهولات اجرای این نوع سقف، باعث افزایش سرعت اجرا و درنیتجه کاهش هزینه های اجرایی می گردد.در عین حال در هزینه های حمل و نقل نیز صرفه جویی قابل ملاحظه ای صورت می گیرد. شیارهای مناسب ایجاد شده در زیر این بلوک ها باعث پیوستگی گچ و خاک در زیر سقف می گردد. در جهت بهبود استفاده از مصالح پلیمری، بخش تحقیق و توسعه این شرکت مشغول مطالعات و بررسی های بیشتر می باشد. سقف کامپوزیت کُرمیت سیستمهای معمول کامپوزیت در امریکا عینا" با تیرچه های با جان باز انجام می شود و معمولا" همراه با گذاشتن یک ورق فولادی موجودار به عنوان عرشه و آرماتور بندی روی آن بتن ریخته می شود . در این سیستم قالب ماندگار است و قطعات جان نیز با بتن احاطه نمی شود. در طراحی سیستم قالب کامپوزیت کُرمیت، نظر بر آن بوده که علاوه بر سرعت و تطبیق با آیین نامه ها ، هر چه ممکن اقتصادی تر باشد. از این رو اولا" قالب باید قابل استفاده مداوم باشد، ثانیا" جان تیرچه با بتن پر شود که بتوان قطعات جان را اقتصادی تر طراحی نمود و از لرزش سقف نیز کاسته شود. سیستمهای کامپوزیت رایج در ایران که با تیرآهن ساده یا لانه زنبوری با تیر ورق استفاده می شوند، دارای جان باز نیستند.
در وهله اول قالب های سقف کرمیت سه قطعه بوده و برای باز کردن ، قطعات آن باید از یکدیگر جدا می شد ، با تحقیق بخش R&D این شرکت این قالب با بهینه سازی و استفاده از خاصیت تغییر شکل ارتجاعی فولاد به قالبی یکچارچه تبدیل شد. این قالب در بین تیرچه ها قرار گرفته و بعد از گیرش اولیه بتن قالب از زیر سقف در آورده می شود .
این قالب محاسن بسیار زیادی دارد و با سرعت چیده و جمع آوری می گردد و با دقت مختصری , بارها قابل استفاده است. این قالب هم اکنون در پروژه های مختلف این شرکت مورد استفاده است. آخرین بررسی ها و دستاوردها نشان داد که بهتر است جهت تطبیق سیستم با سیستم تیرچه بلوک و استفاده از آرماتور حرارتی یک جهته و حذف آرماتور خمشی در دال فوقانی و در نتیجه صرفه جویی اقتصادی، فاصله لب با لب تیرچه ها حداکثر 75 سانتی متر باشد اسکلت فلزی پیچ و مهره
منابع:
1-بتن و بتن فولادی ، دکتر شمس الدین مجابی
2-رفتار و طرح لرزه ای ساختمانهای بتن مسلح و فلزی ، عباس تسنیمی
3-طرح و محاسبات ایستائی – آرگ مگردیچیان
4-آئین نامه 2800 و بتن ایران
5-سازه های فلزی ، شاپور طاحونی
گرد آورنده : کارگروه مهندسی مدیریت پروژه


برای توضیحات بیشتر با شماره تلفن زیر تماس بگیرید:
09126604171
09380213985


گروه صنعتی پارسه سازه با ۱۵ سال تجربه درطراحی و ساخت:
۱. انواع سوله سنگین به صورت شیب دار معمولی یا قوسی
۲. سوله های سبک با طراحی انحصاری بدون نیاز به فنداسیون
۳. انواع سازه های فلزی جوشی و پیچ و مهره ای
۴. انواع اسکلت های فلزی برج ها و ساختمان های عظیم جوشی و پیچ و مهره ای
۵.انواع پل های سبک و سنگین فلزی
۷.فنداسیون و کلیه کارهای ابنیه
۹.خرید و فروش انواع سوله دست دوم
آماده همکاری در پروژه های شما می باشد.
( برای اطلاعات بیشتر در خصوص هر محصول روی آن کلیک کنید )
( برای اطلاعات بیشتر در خصوص هر محصول روی آن کلیک کنید )


سوله سنگین سوله سبک






کانکس و کانتینر جرثقیل کارگاهی

اسکلت پیچ و مهره ای ، سازه پیچ و مهره ای
برای توضیحات بیشتر با شماره تلفن زیر تماس بگیرید:
09126604171
09380213985
سایر محصولات و خدمات گروه صنعتی پارسه سازه



خانه پیش ساخته ICF خانه پیش ساخته LSF خانه پیش ساخته SH



کانکس و کانتینر برجک نگهبانی سوله کانکسی



تجهیز کارگاه پیمانکاران خانه پیش ساخته با ساندویچ پانل کانکس دو و سه طبقه
اسکلت پیچ و مهره
سازه پیچ و مهره
اسکلت فلزی پیچ و مهره
سازه فلزی پیچ و مهره
خانه پیش ساخته پیچ و مهره
پیش ساخته پیچ و مهره
ساختمان پیچ و مهره
پروژه پیچ و مهره
طراحی اسکلت پیچ و مهره
ساخت اسکلت پیچ و مهره
قیمت اسکلت پیچ و مهره
نصب اسکلت پیچ و مهره
مونتاژ اسکلت پیچ و مهره
اجرای اسکلت پیچ و مهره
قطعات اسکلت پیچ و مهره
طراحی سازه پیچ و مهره
ساخت سازه پیچ و مهره
قیمت سازه پیچ و مهره
نصب سازه پیچ و مهره
مونتاژ سازه پیچ و مهره
اجرای سازه پیچ و مهره
قطعات سازه پیچ و مهره
طراحی اسکلت فلزی پیچ و مهره
ساخت اسکلت فلزی پیچ و مهره
قیمت اسکلت فلزی پیچ و مهره
نصب اسکلت فلزی پیچ و مهره
مونتاژ اسکلت فلزی پیچ و مهره
اجرای اسکلت فلزی پیچ و مهره
قطعات اسکلت فلزی پیچ و مهره
طراحی سازه فلزی پیچ و مهره
ساخت سازه فلزی پیچ و مهره
قیمت سازه فلزی پیچ و مهره
نصب سازه فلزی پیچ و مهره
مونتاژ سازه فلزی پیچ و مهره
اجرای سازه فلزی پیچ و مهره
قطعات سازه فلزی پیچ و مهره
طراحی خانه پیش ساخته پیچ و مهره
ساخت خانه پیش ساخته پیچ و مهره
قیمت خانه پیش ساخته پیچ و مهره
نصب خانه پیش ساخته پیچ و مهره
مونتاژ خانه پیش ساخته پیچ و مهره
اجرای خانه پیش ساخته پیچ و مهره
قطعات خانه پیش ساخته پیچ و مهره
طراحی پیش ساخته پیچ و مهره
ساخت پیش ساخته پیچ و مهره
قیمت پیش ساخته پیچ و مهره
نصب پیش ساخته پیچ و مهره
مونتاژ پیش ساخته پیچ و مهره
اجرای پیش ساخته پیچ و مهره
قطعات پیش ساخته پیچ و مهره
طراحی ساختمان پیچ و مهره
ساخت ساختمان پیچ و مهره
قیمت ساختمان پیچ و مهره
نصب ساختمان پیچ و مهره
مونتاژ ساختمان پیچ و مهره
اجرای ساختمان پیچ و مهره
قطعات ساختمان پیچ و مهره
پروژه اسکلت پیچ و مهره
پروژه ساخت اسکلت پیچ و مهره
قیمت پروژه اسکلت پیچ و مهره
پروژه نصب اسکلت پیچ و مهره
مونتاژ پروژه اسکلت پیچ و مهره
اجرای پروژه اسکلت پیچ و مهره
قطعات پیش ساخته اسکلت پیچ و مهره
قطعات پیش ساخته سازه پیچ و مهره
قطعات پیش ساخته
اسکلت فلزی ساخت
اسکلت فلزی نصب
اسکلت فلزی جوشکاری
اسکلت فلزی جوش
اسکلت فلزی
اسکلت فلزی طراحی
اسکلت فلزی جوشی
اسکلت پیچ و مهره
سازه پیچ و مهره
اسکلت فلزی پیچ و مهره
سازه فلزی پیچ و مهره
خانه پیش ساخته پیچ و مهره
پیش ساخته پیچ و مهره
ساختمان پیچ و مهره
پروژه پیچ و مهره
طراحی اسکلت پیچ و مهره
ساخت اسکلت پیچ و مهره
قیمت اسکلت پیچ و مهره
نصب اسکلت پیچ و مهره
مونتاژ اسکلت پیچ و مهره
اجرای اسکلت پیچ و مهره
قطعات اسکلت پیچ و مهره
طراحی سازه پیچ و مهره
ساخت سازه پیچ و مهره
قیمت سازه پیچ و مهره
نصب سازه پیچ و مهره
مونتاژ سازه پیچ و مهره
اجرای سازه پیچ و مهره
قطعات سازه پیچ و مهره
طراحی اسکلت فلزی پیچ و مهره
ساخت اسکلت فلزی پیچ و مهره
قیمت اسکلت فلزی پیچ و مهره
نصب اسکلت فلزی پیچ و مهره
مونتاژ اسکلت فلزی پیچ و مهره
اجرای اسکلت فلزی پیچ و مهره
قطعات اسکلت فلزی پیچ و مهره
طراحی سازه فلزی پیچ و مهره
ساخت سازه فلزی پیچ و مهره
قیمت سازه فلزی پیچ و مهره
نصب سازه فلزی پیچ و مهره
مونتاژ سازه فلزی پیچ و مهره
اجرای سازه فلزی پیچ و مهره
قطعات سازه فلزی پیچ و مهره
طراحی خانه پیش ساخته پیچ و مهره
ساخت خانه پیش ساخته پیچ و مهره
قیمت خانه پیش ساخته پیچ و مهره
نصب خانه پیش ساخته پیچ و مهره
مونتاژ خانه پیش ساخته پیچ و مهره
اجرای خانه پیش ساخته پیچ و مهره
قطعات خانه پیش ساخته پیچ و مهره
طراحی پیش ساخته پیچ و مهره
ساخت پیش ساخته پیچ و مهره
قیمت پیش ساخته پیچ و مهره
نصب پیش ساخته پیچ و مهره
مونتاژ پیش ساخته پیچ و مهره
اجرای پیش ساخته پیچ و مهره
قطعات پیش ساخته پیچ و مهره
طراحی ساختمان پیچ و مهره
ساخت ساختمان پیچ و مهره
قیمت ساختمان پیچ و مهره
نصب ساختمان پیچ و مهره
مونتاژ ساختمان پیچ و مهره
اجرای ساختمان پیچ و مهره
قطعات ساختمان پیچ و مهره
پروژه اسکلت پیچ و مهره
پروژه ساخت اسکلت پیچ و مهره
قیمت پروژه اسکلت پیچ و مهره
پروژه نصب اسکلت پیچ و مهره
مونتاژ پروژه اسکلت پیچ و مهره
اجرای پروژه اسکلت پیچ و مهره
قطعات پیش ساخته اسکلت پیچ و مهره
قطعات پیش ساخته سازه پیچ و مهره
قطعات پیش ساخته
قطعات پیش ساخته ساختمان پیچ و مهره